Analysis by: Alfonso Velosa – Research VP for IoT - Gartner
TADA Cognitive Solutions’ innovation is its library of analytics, apps and digital twins optimized for different aspects of supply chain management and operations that help clients drive efficiency, better decisions and end-to-end visibility. Enterprises can start in TADADigital Duplicate to build discrete digital twins of small operations and then integrate them into larger, composite digital twins as needed (seeFigure 8).
An enterprise can start withTADA’s prebuilt modules or Control Towers, such as Supply ChainControl Tower, Production Control Tower, Carbon Footprint Navigator, TCO Analyzer, Rental Asset Management, Transportation Management, CarrierCollaboration, Factory Constraint Management or Procurement ControlTower. TADA’s Digital Duplicate provides nodes and links to connect to and ingest from a range of data sources, such as CRM, IoT, SCADA or ERP, leveraging a low-code, no-code development environment.
TADA’s architecture leverages common core templates and architecture to clean and transform the data ingested from these sources and sets up relational and semantic layers before driving visualization, reports and analytics for different stakeholders. The enterprise can export the contextualized digital twin data to a data lake or to a graph database. TADA incorporates a range of security capabilities — from encryption to role-based access control — to protect confidential information.
The top markets that TADA serves are discrete manufacturing, consumer packaged goods, retail, and hospital systems. Key partners includeGoogle, Microsoft, Snowflake and Zendesk, and implementation partners includeCGN, HCL, Infosys, Tech Mahindra and Wipro.
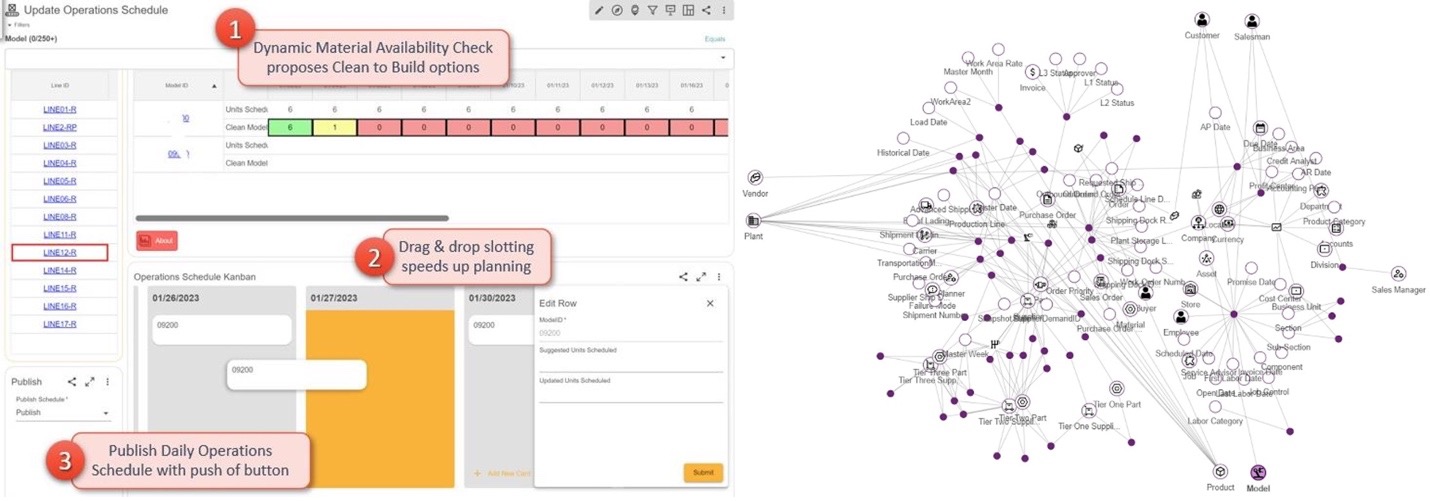
A large manufacturer with multiple assembly lines (such as machining and painting) was experiencing productivity losses attributed to missing parts at point of use. The factory operated using a blended system (ERP combined with paper-based systems and spreadsheets). Factory teams would manually rearrange schedules multiple times a day, eroding labor efficiencies.While senior leadership understood and had documented the lost productivity and process inefficiencies, institutional barriers to change and to “foreign ideas”stood in their way.
A new operations leader was able to prioritize and emphasize the need for “clean to build” capabilities while minimizing inventory grief and improving planning. The manufacturer’s team leveraged an ongoing relationship with TADA and an integration partner, CGN, to drive a pilot. In the proof of concept, they demonstrated that they could improve the production plan by highlighting what the enterprise could build tomorrow, providing data available immediately to the relevant stakeholders. The success of the pilot led the manufacturer to implement across the entire plant.
It built a digital twin of factory operations in the TADAControl Tower solution. The team developed the daily build plan recommendation using real-time information integrating the ERP, MES and warehouse management systems as well as data from key suppliers. The TADA algorithms on “clean to build” and “can build” computed the optimal build schedule taking in customer priority, build efficiency and dynamic material availability. Predicting line impact from a few hours to three weeks in advance allowed material planners and schedulers to drive mitigation plans. This delivered daily throughput gains and gave management a real-time view of the factory’s build progress. Management used its view of the gaps across departments to drive synchronized actions and resource additions to overcome constraints. The manufacturer recognized an increase in quarterly revenue of 30% while freeing up resources to set up new electric product lines.
TADA presents a multidisciplinary approach to serve customers, earn revenue and drive market adoption of digital twin capabilities in supplychain offerings. Product leaders have to look at a range of complementary offerings that tie into business operations for the customer. This can be asupply chain, procurement, logistics and warehouse management, billing, and sales and operations planning portfolio that serves a range of back-office operations. Or it can center on smart product digital twin design, with service offerings and over-the-air updates. The solutions have to be designed with clear business value propositions to multiple roles at the client. For example, the value has to be clear to the procurement and the supply chain teams, along with the finance team. If a smart product digital twin does not have a clear benefit to sales teams, they will not push it in the market, which will limit its traction. This might not necessarily sound like the responsibility of product leaders — after all, they have their own pressures. However, they need to think of the team structure at the client that emphasizes the benefit of the solution and encourages stakeholders(frontline workers or finance or procurement personnel) to use the solution.





